
Robotic Welder Integration: A Step-by-Step Guide for First-Time Buyers
A practical guide to integrating a robotic welding system. Covers workpiece assessment, robot and equipment selection, pre-integrated packages from FANUC, ABB, KUKA and Yaskawa, integration timeline and cost, and what to check when buying used.
Tyche Robotic
5/29/20265 min read
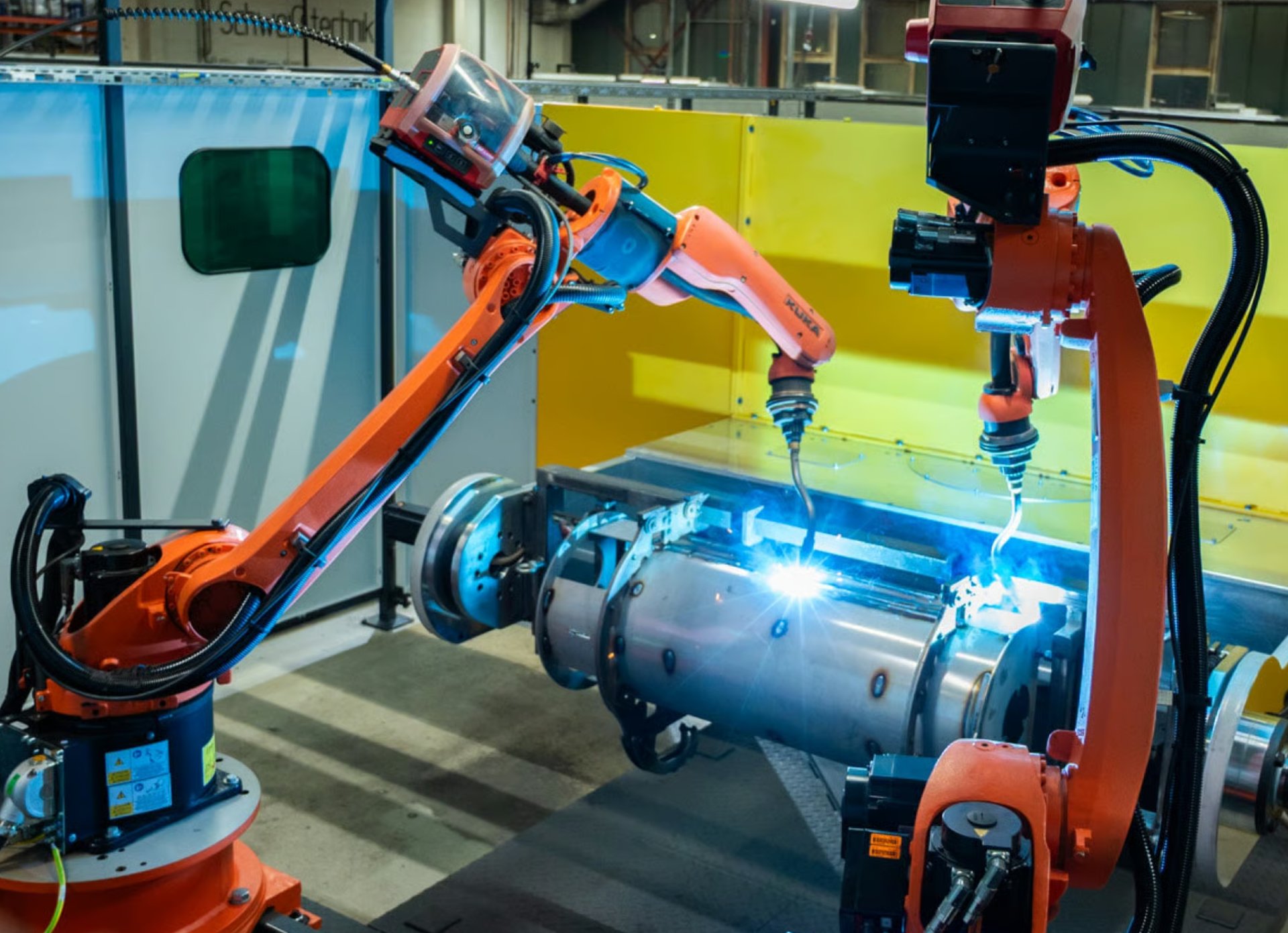
Integrating a robotic welding system is not just about buying a robot and a power source and hoping they get along. It is about walking through a series of decisions in the right order so that when the cell powers up for the first time, the arc strikes where it should and the weld looks the way it should. For someone who has never done it, the process can feel like a long list of unknowns. But it breaks down into a few clear steps, and once you know what those steps are and what can go wrong at each one, the whole thing stops being intimidating and starts being a plan.
Step 1: Make Sure the Weldment Can Be Robotically Welded
Robots weld best when the workpiece is consistent and the joints are flat or horizontal without gaps. This sounds obvious, but it is the step that gets skipped more than any other. A shop that has been welding manually for years may not realize how much variation has crept into the parts. The welder compensates without thinking. The robot cannot compensate unless someone programs it to, and programming for every possible variation is a losing battle. Before buying a robot, check the parts. Are the weld joints consistent from batch to batch? Are the gaps the same? If the upstream process is sloppy, fix that first. A robot will amplify inconsistency, not fix it.
Step 2: Choose the Right Welding Robot
Payload tends not to be the issue on a welding robot. The torch, the mounting bracket, and the dress pack weigh a few dozen kilograms at most. Reach is what matters. The robot has to access every weld joint on the part, and it has to be able to orient the torch into whatever position the weld needs. If the robot has to stretch to reach the last joint, the torch angle will drift and the bead will show it. The FANUC Arc Mate 120iD handles twelve kilograms over twenty-two hundred seventy millimeters, which covers most general arc welding work. The Motoman AR1440 is another common pick for the same weight class. The ABB IRB 2600-12 features an extended reach specifically for arc welding, giving it an edge when the part is large. The KUKA KR 16 handles sixteen kilograms over twenty hundred sixteen millimeters and works well in cells where the controller openness matters. One thing worth thinking about early: if the part size varies or might change in the future, buy a robot with more reach than you need today. Replacing a robot later because it cannot reach a new weld joint is far more expensive than buying the extra reach up front.
Step 3: Select the Welding Equipment
The robot is the motion platform. The welding equipment does the actual work. The weld torch is the robot's end-of-arm tooling. Through-arm torches route the cable inside the robot arm, which protects it from spatter and the constant flexing of repositioning. The trade-off is that when the cable needs replacement, the job takes longer. Over-arm torches mount the cable externally, which makes maintenance easier but leaves the cable exposed to damage. The power source converts input power into a controlled welding current. The Lincoln Powerwave R350 and the Miller Auto Axcess 450 are the two workhorses of robotic welding, pairing with FANUC and Motoman robots through standard communication protocols. The wire feeder pushes filler metal into the weld pool at a consistent rate. Not every application needs filler, so a wire feeder is not always part of the setup.
Here is where a decision early in the process can save weeks of integration time. Each of the Big Four offers a pre-integrated welding package that bundles the software, the interface, and the recommended hardware into a system that was designed to work together. FANUC's ArcTool includes Torch Guard, Torch Mate, Collision Guard, 4D Graphics, and TAST seam tracking, all running on the R-30iB controller. ABB's SpotPack bundles a servo weld gun, water and air unit, tip dresser, and DressPack Lean ID internal cable routing, tested and tuned before it leaves the factory. KUKA's ArcTech runs on the KRC4 and KRC5, with Basic for standard work and Advanced for complex weave patterns and multipass scheduling. Yaskawa's MotoWeld integrates a Motoman torch, wire feeder, and GMAW process kit on the YRC1000 controller. These packages exist for a reason. They eliminate the finger-pointing that happens when the robot manufacturer blames the power source and the power source manufacturer blames the robot. A pre-integrated package means one vendor owns the whole problem.
Step 4: Program and Validate the Welding Process
The robot is bolted down, the equipment is wired, and the weld parameters are programmed in. Amperage, voltage, travel speed, wire feed speed, gas flow. The first bead gets laid. This is where the real work starts. Do not expect the first weld to pass inspection. The parameters will need tweaking, the torch angle may need adjustment, and the fixture that looked fine during dry runs may shift under heat load. The validation phase is not a formality. It is where the cell goes from being a collection of parts to being a production tool. Plan for it to take time. A simple cell might dial in within a few days. A complex one with multiple joints and tight tolerances can take weeks. Rushing this step means the cell ships problems to the production floor.
Integration Timeline and Cost: What to Expect
The integration timeline depends on how much of the system comes pre-configured. A drop-in replacement, where a used robot of the same model replaces a dead one, can be running in a few days. A standard welding cell built around a pre-integrated package like ArcTool or SpotPack typically takes three to six weeks from delivery to production. A full custom welding line with multiple robots and custom fixturing runs two to six months. The cost follows the same curve. The robot itself is one line item. The welding equipment, the fixture design and machining, the safety guarding, and the programming labor are separate costs that add up regardless of whether the robot is new or used. A used welding robot can cut the equipment cost, but it does not change the cost of fixturing or safety. The pre-integrated packages save money by compressing the programming and troubleshooting phase, which is where integration hours pile up fastest.
What to Know When Buying a Used Welding System
A used welding system needs inspection at five points, and the robot arm itself is only one of them. The power source comes first. A power source that has run thousands of hours at high current may still work, but its output can drift. Run a test bead and confirm the arc is stable and the settings match the actual output. Listen to the inverter. A high-pitched whine or an intermittent hum can mean components are near the end. Check that the cooling fans spin freely and the heat sinks are not packed with grinding dust. The weld torch is second. Through-arm torches wear where the cable flexes near the wrist. Look for burn marks from spatter, cracks in the outer jacket, and stiffness in the cable that suggests the copper conductors inside have work-hardened. The wire feeder is third. Open it, check the drive rollers for wear, check that the guide tubes are aligned and not clogged with wire shavings. The welding software license is fourth. ArcTool, ArcTech, MotoWeld, and SpotPack are all licensed features. Verify the license is installed, active, and transferable. A welding robot without its welding software is just a handling robot with a torch bolted to it. The dress pack is fifth. Spatter damage and heat exposure degrade the protective tubing. Look for pinholes, cracks, and hardened sections near the wrist. A damaged dress pack causes intermittent arc starts that can take hours to diagnose.
This article was prepared by Tyche Robotic, a supplier of refurbished six-axis industrial robots serving integrators and resellers in Latin America, Southeast Asia, and Europe.


Contact Us
As a professional supplier of used industrial robots, Jiangmen Tyche Robotic Co., Ltd. is committed to providing customers with integrated solutions—from hardware selection and configuration to software programming, debugging, and after‑sales maintenance.
© 2025. All rights reserved.

Mr. Victor Ismael