
Robotic Positioners: What They Are, How They Work, and How to Choose the Right One
A practical guide to robotic positioners covering types, how they work with robot controllers, how to choose the right one, Big Four integration, and what to inspect when buying a used positioner.
Tyche Robotic
6/8/20267 min read
A robot arm can reach a lot of places, but it cannot reach everywhere. When the weld joint is on the underside of a part, or the workpiece is too long for the robot to access both ends from a single position, or the optimal welding angle requires the part to rotate while the torch stays put, the robot needs help. That help comes from a positioner. It is the device that holds the workpiece, rotates it, tilts it, and presents it to the robot at the best possible angle. A positioner does not weld, grip, or move parts between stations. It moves the part while the robot works on it. In a well-designed welding cell, the positioner and the robot move together like two dancers who know each other's next step. In a poorly designed one, they fight each other and the weld quality shows it.
What Robotic Positioners Are and Why They Matter
A positioner is a programmable workpiece manipulator. It holds the part, rotates it on one or more axes, and coordinates that motion with the robot. The robot welds, and the positioner moves the part so the robot can keep welding without having to contort its wrist into an awkward angle or stop and reposition. This matters for three reasons. First, it expands the effective work envelope. A robot with a fixed part can only weld what it can reach from where it stands. A robot paired with a positioner can weld around a part by having the positioner turn the un-welded side toward the torch. Second, it keeps the weld in the optimal orientation. The best welds happen when the torch is pointing straight down or slightly angled into a horizontal joint. A positioner rotates the part so every joint gets that optimal torch angle, even on complex parts with welds on multiple faces. Third, it reduces the robot's motion complexity. When the positioner handles the part rotation, the robot can run simpler, smoother paths. Fewer awkward wrist angles mean less wear on the dress pack and more consistent travel speeds.
It is worth distinguishing a positioner from a robot track, because the two are often confused. A positioner moves the workpiece. A track moves the robot. Both extend the reach of the system, but they solve different problems. A positioner is for rotating the part to the best angle. A track is for moving the robot along a long workpiece or between multiple stations. They can be used together, a robot on a track welding parts on a positioner, and in large structural welding cells they often are.
Types of Robotic Positioners
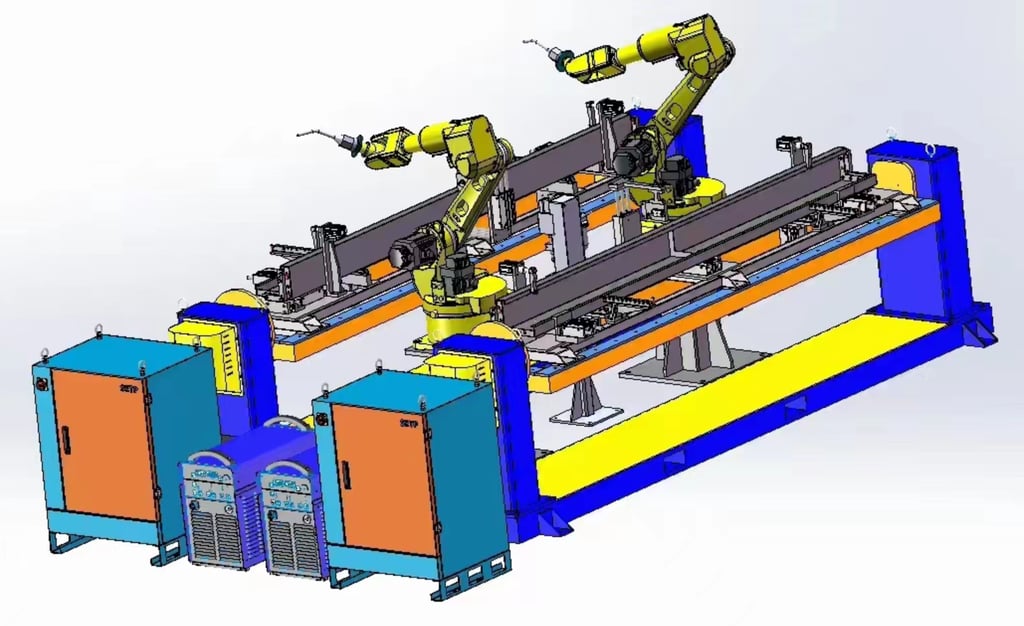
Positioners come in a handful of standard configurations, and the right one depends almost entirely on the part geometry and the production volume. A single-axis positioner rotates the part around one axis, like a turntable. It is the simplest and most common type, used when all the welds can be accessed by rotating the part and keeping the robot fixed. A dual-axis positioner adds a tilt axis to the rotation, so the part can be both spun and angled. This is the workhorse for parts that have welds on multiple faces, where tilting the part brings different joint groups into the robot's optimal working zone. Multi-axis positioners add even more degrees of freedom for complex parts that need to be positioned in space at very specific orientations. A turntable or Ferris wheel positioner uses a rotating structure with multiple stations. One side is in the robot's welding zone while the other side is in the operator's loading zone. The positioner spins, and the robot welds while the operator loads and unloads on the opposite side. This maximizes arc-on time because the robot never waits for the next part. A headstock-tailstock positioner is built for long, heavy parts. The part is clamped between two rotating supports, one at each end, like a rotisserie. This is the configuration for welding large beams, tubes, and structural sections that would sag or wobble if supported from only one end. The headstock provides the drive, and the tailstock provides support and rotates in sync.
How Positioners Work with the Robot Controller
A positioner is not a standalone device. It is an additional axis, or several additional axes, controlled by the robot's own controller. When the positioner is integrated correctly, the robot controller treats the positioner's axes as external axes and coordinates their motion with the robot's own joints. This is what allows the robot to weld while the part is moving, keeping the torch at a consistent angle and travel speed relative to the weld joint even as the part rotates underneath it. Each of the Big Four handles external axis integration in its own way. FANUC's R-30iB controller can manage additional motors that drive the positioner axes, and the ArcTool welding software coordinates the positioner motion with the weld schedule. ABB's IRC5 and OmniCore use the MultiMove function to synchronize the robot and the positioner, treating them as a single kinematic system. KUKA's KRC4 and KRC5 handle external axis control through their open architecture, with the robot and positioner motion coordinated through a shared control environment. Yaskawa's YRC1000 manages multi-axis synchronization natively, which is an extension of its broader multi-robot coordination capability. The integration is not automatic. It takes engineering time to set up the kinematics, tune the coordinated motion, and verify that the robot and positioner move together without oscillation or lag. A positioner that is not properly integrated is worse than no positioner at all.
How to Choose the Right Positioner for Your Application
The selection process for a positioner follows the part, not the robot. Start with the workpiece. How heavy is it? How long is it? A small, compact part under fifty kilograms can sit on a single-axis turntable. A long beam that weighs several tons needs a headstock-tailstock setup with the payload capacity to hold it and the rigidity to rotate it without flexing. Look at the welds. How many faces of the part have welds? If the answer is one or two, a single-axis positioner may be enough. If the part has welds on three or more faces, a dual-axis or multi-axis positioner is probably necessary to present each joint at the right angle. Consider the production volume. If the robot is welding the same part all day and cycle time is critical, a turntable or Ferris wheel positioner that allows loading and welding to happen simultaneously can nearly double the arc-on time. A low-volume job shop welding different parts every day may be better served by a simpler, more flexible single or dual-axis unit that is easier to reconfigure. Check the controller compatibility. The positioner has to integrate with the robot controller, and not every positioner works with every controller. The external axis motor and drive need to match the controller's specifications, and the coordination software needs to be installed and licensed. If the positioner and robot are bought separately, the integration work falls on the buyer. If they come as a pre-integrated package, a lot of that work is already done. Finally, consider the environment. A positioner in a foundry or a grinding cell needs the same IP protection and sealed joints as the robot itself.
The Big Four and Their Positioner Integration
Each of the major robot brands handles positioner integration as part of its broader control ecosystem. FANUC's R-30iB controller manages external axes through additional motor control modules, and the ArcTool welding software coordinates positioner motion with the weld schedule. This works across the Arc Mate and R-2000iB series that are most common in robotic welding cells. ABB's IRC5 and OmniCore use the MultiMove function to treat the robot and the positioner as a single coordinated system. MultiMove is one of the reasons ABB has a strong presence in automotive welding cells where multiple robots and positioners work on the same part. KUKA's KRC4 and KRC5 handle external axes through an open control architecture that gives integrators flexibility to match the controller with positioners from different manufacturers. This is common in heavy fabrication cells built around the KR QUANTEC and KR FORTEC series. Yaskawa's YRC1000 manages multi-axis positioner synchronization as a native capability. The same controller that coordinates up to eight robots can also coordinate the robot and the positioner as one system. This is a natural fit for Motoman's AR and MH series welding robots. Independent positioner manufacturers like Koike Aronson and Pandjiris build units that can be integrated with any of the Big Four controllers, though the integration effort varies depending on the combination.
What to Know When Buying a Used Positioner
A used positioner needs its own inspection, separate from the robot it will pair with. The first thing to check is the mechanical condition of the rotating axes. Manually rotate the table or the headstock through its range of motion. Listen for grinding, clicking, or uneven resistance. Any play or backlash in the gears will show up as positioning drift when the positioner is under load, and that drift translates directly into weld misalignment. The second thing is the servo motor. Power it up and run it through a test cycle. The motion should be smooth and quiet. Unusual noise or vibration can mean bearing wear or a failing encoder. Ask for motor current data under load to confirm the drive system is working within its normal range. The third thing is the controller integration. If the positioner is being sold with a robot, confirm that the external axis motor and drive are matched to the robot's controller. The coordination software should be installed, licensed, and transferable. If the positioner is being sold separately, understand that the integration work, setting up the kinematics, tuning the coordinated motion, and verifying the system, will be your responsibility. The fourth thing is the seals and cabling. Hydraulic or pneumatic rotary joints can leak. Power and signal cables that have been flexing for years can develop cracks or intermittent breaks. Check the connectors and the cable jackets near any flex points. The fifth thing is the mounting surface. The table or the faceplate where the fixture bolts down should be checked for warping, stripped bolt holes, or corrosion. A positioner that cannot hold a fixture flat will produce scrap. If the positioner and robot are being sold as a working pair, ask for a video of them running together under load. That coordinated motion is the hardest thing to verify from a static inspection, and it is the most valuable thing the positioner does.
This article was prepared by Tyche Robotic, a supplier of refurbished six-axis industrial robots serving integrators and resellers in Latin America, Southeast Asia, and Europe.


Contact Us
As a professional supplier of used industrial robots, Jiangmen Tyche Robotic Co., Ltd. is committed to providing customers with integrated solutions—from hardware selection and configuration to software programming, debugging, and after‑sales maintenance.
© 2025. All rights reserved.

Mr. Victor Ismael