
Cobots and Industrial Robots: Understanding the Automation That Fits Your Needs
Understand the differences between cobots and traditional industrial robots. Covers strengths of 6-axis robots, how to choose the right automation, and the role of used industrial robots in cost‑effective deployment.
Tyche Robotic
4/23/20265 min read

The first time someone looks into factory automation, the word "cobot" usually appears somewhere on the first page of search results. It sounds approachable. Collaborative. Safe enough to work next to a person without a cage. For a small shop or a manufacturer testing the automation waters for the first time, that pitch lands. But cobots are one slice of a much bigger picture. Traditional six‑axis industrial robots move faster, lift more, last longer under heavy use, and dominate the high‑volume production lines where real manufacturing muscle lives. Understanding the difference between the two isn't about picking the better technology. It's about matching the machine to the job.
What a Cobot Actually Is
A cobot, or collaborative robot, is built to operate in the same physical space as people without necessarily needing safety fencing. That's the defining idea. They achieve this through force‑limiting sensors, speed monitoring, rounded exteriors, and hand‑guiding features that let an operator physically move the arm to teach it a path. Most cobots handle payloads in the single digits to low teens in kilograms. Their repeatability is decent but not extraordinary. Their speed is deliberately capped so that if contact occurs, the impact energy stays below injury thresholds. For small‑batch assembly, light machine tending, or a workstation where a person and a robot need to trade parts back and forth, cobots fit naturally. They are also popular with first‑time users because the programming interface tends to be simpler than what you'll find on a traditional industrial controller. But there are trade‑offs. Cobots are slower than traditional robots by design. Their payload ceiling excludes heavy tooling and large parts. Their precision, while sufficient for many jobs, does not match what a traditional robot can hold across hundreds of thousands of cycles.
Where Traditional Industrial Robots Excel
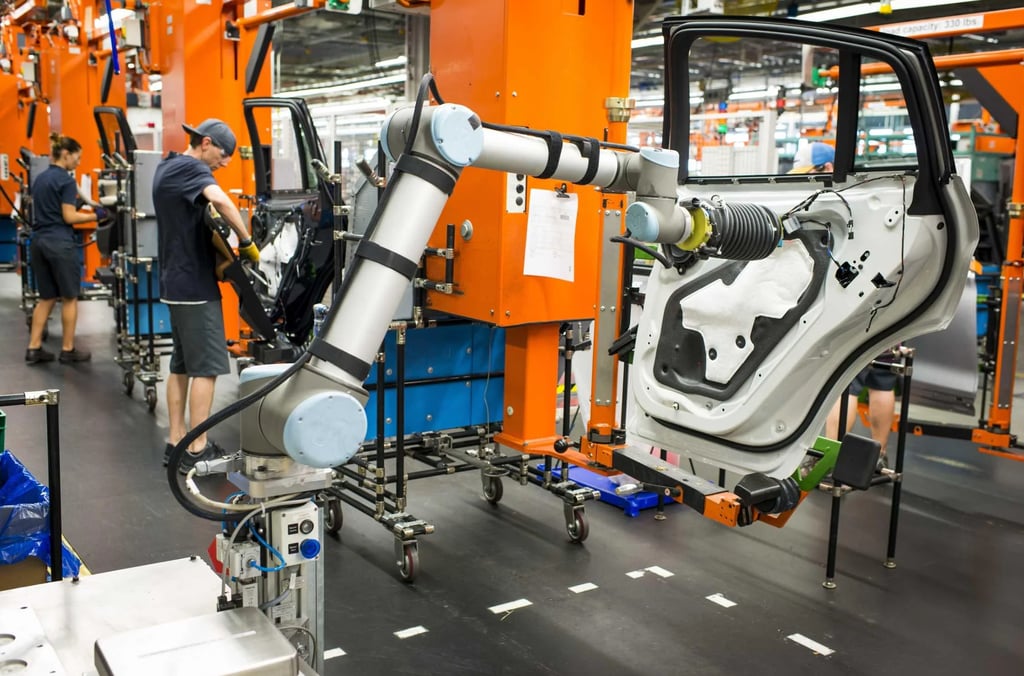
If a cobot is a helpful assistant, a traditional six‑axis industrial robot is a workhorse. These machines are built for speed, payload, and relentless repeatability. A typical six‑axis robot can carry well over 200 kilograms, stretch beyond 2.5 meters, and hit repeatability of ±0.06 millimeters or tighter while running at speeds that would trigger a cobot's safety stop. In high‑volume automotive welding, heavy palletizing in food and beverage plants, or foundry material handling where parts are hot and heavy and the shifts don't stop, traditional robots are the only realistic option. They run inside safety cages, often for twenty‑four hours a day, stopping only for scheduled maintenance. The installed base of traditional robots from the Big Four brands—KUKA, ABB, FANUC, and Yaskawa—is measured in the hundreds of thousands. Their reliability has been proven over decades of three‑shift operation. For any application where throughput, payload, or precision are the primary metrics, traditional robots remain the standard against which everything else is measured.
Cobot or Industrial Robot: How to Think About the Decision
The choice isn't really about "cobot versus robot." It's about the requirements of the specific task. When a job involves light parts, modest cycle rates, frequent changeovers, and a benefit to having a person in the loop, the case for a cobot writes itself. When the job demands moving heavy things fast, holding tight tolerances over millions of cycles, or running around the clock with minimal human intervention, a traditional industrial robot is the tool for the job. Safety is a real factor in the decision, but it's not as simple as "cobots are safe, industrial robots are dangerous." A cobot is only safe if the end‑effector, the part it's handling, and the specific motion profile are all within safety limits. Change any of those—add a sharp tool, a heavy part, or a faster move—and even a cobot may need guarding. Conversely, a properly guarded industrial robot running inside a fenced cell with safety interlocks is one of the safest pieces of equipment on a factory floor. The risk isn't the robot type. It's how the system is engineered.
Getting into Automation Without Overpaying
One thing the cobot marketing machine has done well is highlight how accessible automation has become. The less‑talked‑about reality is that traditional industrial robots can be equally accessible, especially when you look beyond brand‑new equipment. The used industrial robot market is large, mature, and full of capable machines that cost forty to sixty percent less than a new unit. For a manufacturer who needs a palletizing cell or a welding station but doesn't have the budget for a new six‑axis robot, a quality refurbished unit is often the bridge between "not yet" and "up and running." A well‑maintained used robot from any of the Big Four brands can deliver the same mechanical performance as a new one for the applications most first‑time buyers are targeting. The key is buying from a supplier that tests what they sell—not just a visual once‑over, but loaded testing, backlash measurements, and a willingness to share what they found. Manufacturers who take that approach often discover that the automation they thought was years away is something they can put to work in weeks.
Where Each Type Tends to Land
Walk through enough factories and patterns start to emerge. Traditional six‑axis industrial robots dominate welding lines, palletizing stations, heavy material handling, and any process where the cycle time and payload requirements are serious. Cobots show up in assembly cells with light components, in electronics manufacturing where delicate handling matters, and in situations where a robot needs to be wheeled between stations for short production runs. The most practical factory floors often use both. A traditional robot handles the heavy, fast, repetitive work at one end of the line. A cobot assists a worker with a variable, lower‑speed task at the other. They are not competing technologies. They are complementary tools that solve different problems.
A Note on Brands and Availability
Whether a buyer lands on a cobot or a traditional robot, brand matters more than most newcomers realize. The installed base determines how easy it is to find spare parts, how many integrators in the area know the controller language, and how much the equipment holds its value over time. KUKA, ABB, FANUC, and Yaskawa earned their reputations by building machines that run for decades, and their dominance in the traditional robot market means that finding parts, service, and technical information is generally straightforward. For used equipment buyers, this is especially important. A fifteen‑year‑old robot from a brand with strong parts availability is a much safer purchase than a five‑year‑old robot from a manufacturer that discontinued support. Tyche Robotic and other suppliers that focus on the Big Four brands understand this equation well. The equipment that keeps its value and serviceability is the equipment worth putting on a factory floor.
This guide was prepared by Tyche Robotic, a supplier of refurbished six-axis industrial robots serving integrators and resellers in Latin America, Southeast Asia, and Europe.


Contact Us
As a professional supplier of used industrial robots, Jiangmen Tyche Robotic Co., Ltd. is committed to providing customers with integrated solutions—from hardware selection and configuration to software programming, debugging, and after‑sales maintenance.
© 2025. All rights reserved.

Mr. Victor Ismael