
Arc Welding with Robots: Where Automation Makes the Strongest Case
A practical guide to robotic arc welding. Covers MIG, TIG, and PAW types, key robot specs, buying used welding robots, inspection checklists, and deployment steps.
Tyche Robotic
5/6/20265 min read
If you walk through any factory that cuts and joins metal for a living, the odds are high that the first robot you see is holding a welding torch. Robotic arc welding has been the backbone of industrial automation for decades, and the numbers explain why. The global market for arc welding robots sat at just over five point seven billion dollars in 2024, with projections showing it reaching around eleven point five billion by 2033. That is not a niche. That is a core manufacturing process. And it keeps growing because the value proposition is unusually clear. A robot lays down consistent welds, runs longer hours, and keeps people away from fumes and arc flash. Compared to other automation entry points, welding is one of the easiest cases to make.
The Most Common Types of Robotic Arc Welding
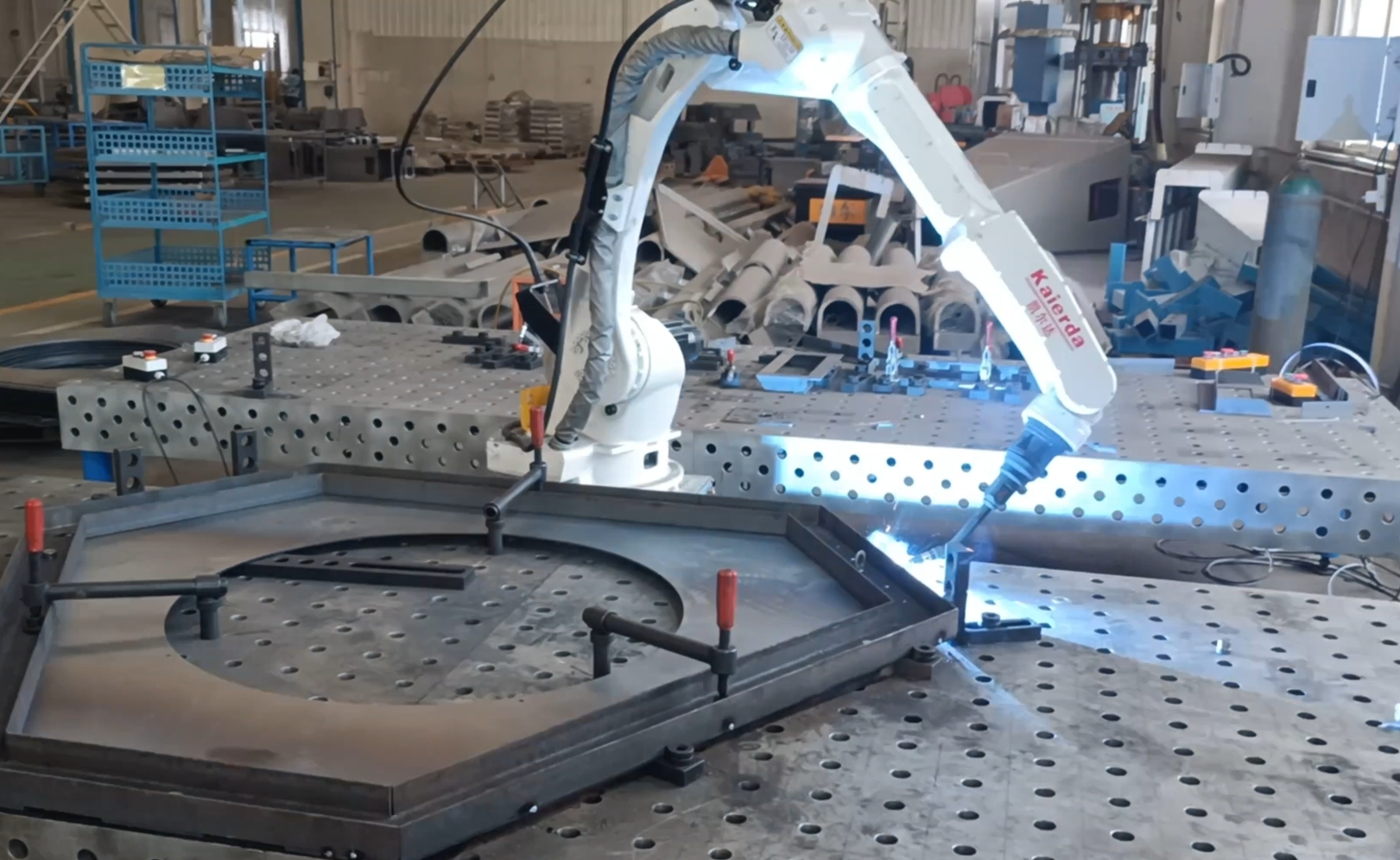
Most robotic arc welding falls into one of three categories. MIG welding, or GMAW, uses a continuously fed wire electrode and shielding gas. It is fast, versatile, and dominates high-volume production. A robot paired with a MIG setup can weld thin sheet metal and thick structural steel with the same basic equipment. TIG welding, or GTAW, is slower and more precise. It uses a non-consumable tungsten electrode, often with a separate filler rod. The arc is clean and the welds are tight, so TIG shows up in aerospace components, thin-walled tubing, stainless steel fabrications where appearance matters. Plasma arc welding runs hotter and narrower still, useful for deep penetration on thick sections or for very small, high-precision seams. Across all three, the robot's contribution is the same: it holds the torch steady, maintains the correct travel speed and standoff distance, and does it the same way on the thousandth part as on the first.
Why Manufacturers Choose Robots for Arc Welding
The productivity jump is the headline number. A skilled manual welder spends roughly thirty percent of their time actually laying metal. The rest goes to setup, part handling, repositioning, and breaks. A robotic cell flips those numbers. Arc-on time can run above ninety percent. That translates directly into more parts per shift with the same floor space. Quality follows the same logic. A robot runs the same weld parameters on every cycle. Travel speed, wire feed rate, voltage, torch angle, stick-out. Those variables stay locked. The result is a weld that looks the same and performs the same, part after part. Consistency at that level also means less rework and fewer rejected parts. Then there is the material side. A robot applies filler metal exactly where it is needed, with minimal spatter and over-weld. Over hundreds of parts, the filler metal savings alone can be significant. Safety is the other driver. Arc welding exposes operators to intense UV radiation, hot fumes, and burns from spatter. Taking the person out of that environment and putting them in front of a teach pendant is the right long-term move for any shop.
What Makes a Good Arc Welding Robot
Not every six-axis robot is a good welder. The application demands a few things that a palletizing or material handling robot does not care about as much. Reach and payload tend to be modest compared to heavy handling. A dedicated arc welding robot often carries a payload of four to ten kilograms and reaches around one point four to one point eight meters. That covers most weldments without wasting capacity. What matters more is repeatability and path accuracy. A robot holding plus or minus zero point zero five millimeters will keep the torch exactly where the program says it should be. The wrist is the critical piece. A compact, high-speed wrist with integrated cabling gets into tight corners without the torch lead snagging on fixtures. ABB's IRB 1520ID, for example, routes the weld cable through the upper arm and wrist, a design choice that cuts cycle time and protects the leads from wear. FANUC's Arc Mate 100iC and 120iB series are built from the ground up for arc welding, with hollow wrists and software tuned for welding motion profiles. KUKA's KR 16 L6 ARC-C is a dedicated arc welding variant of the KR QUANTEC series, using the KR C4 controller's ArcTech software package to manage complex weave patterns and multi-pass schedules. Each of the big four industrial robot brands has a dedicated arc welding lineup, and the differences between them are often in the software and the integration path as much as the hardware.
Buying a Used Arc Welding Robot: What to Check
A used arc welding robot carries specific risks that a general-purpose handling robot does not. The welding environment is hard on machines. Spatter, fumes, and high duty cycles take a toll. When you evaluate a used welder, start with the torch cable and dress pack. Look for burn marks, cuts, or brittle spots where the cable flexes near the wrist. A damaged dress pack can cause intermittent arc faults that are hard to trace. Next, inspect the wire feeder. A worn drive roller or a misaligned guide tube will cause erratic wire feed, and that shows up in the weld as porosity or inconsistent bead profile. The controller is equally important. Verify the welding software package is installed and licensed. Without it, you are not buying a welder. You are buying a robot that moves around but cannot strike an arc. Also check the battery status in the controller. A dead battery means lost mastering data, and re-mastering a welding robot adds unnecessary commissioning time. Ask for backlash measurements on the wrist axes. A welding robot spends its life in tight arcs and rapid orientation changes, and those three axes take the most abuse. Refurbished welding robots that have been through a proper inspection will have this data available. If the seller cannot provide it, budget for a thorough check before putting the machine on a production line.
Getting a Welding Cell Up and Running
Deploying a robotic welding cell follows a logical sequence that has not changed much over the years, even as the technology has evolved. First, you define the weldment and the process. Know the material, the joint types, and the weld sequence before you touch a teach pendant. Second, select the robot and positioner. The reach and payload need to cover the largest part in the family, with some room to maneuver. Third, design the fixturing and safety guarding. A good fixture holds the part rigidly and allows the robot to access every weld without colliding with clamps. Fourth, program and test. Weld a few samples, inspect them, adjust parameters, and repeat until the process is stable. This is where working with an integrator or a supplier who understands the welding process saves time. If the robot arrives pre-configured with the right welding software already loaded, the programming phase shrinks considerably. Tyche Robotic and other experienced equipment suppliers in this space understand that a welding robot is not just an arm. It is a system, and the upfront configuration work done before the machine ships determines how fast that system starts producing good parts.

This guide was prepared by Tyche Robotic, a supplier of refurbished six-axis industrial robots serving integrators and resellers in Latin America, Southeast Asia, and Europe.
Contact Us
As a professional supplier of used industrial robots, Jiangmen Tyche Robotic Co., Ltd. is committed to providing customers with integrated solutions—from hardware selection and configuration to software programming, debugging, and after‑sales maintenance.
© 2025. All rights reserved.

Mr. Victor Ismael